 江西鑫金晖智能科技
江西鑫金晖智能科技 东莞市鹏利节能设备
东莞市鹏利节能设备 深圳市鑫金晖节能科技
深圳市鑫金晖节能科技 金辉丝印器材厂
金辉丝印器材厂 中文
中文 English
English

研发智造
以突破性技术引领客户效益与体验变革

丝网印刷工艺中,油墨 / 涂层需通过烘烤固化实现附着力、耐磨性与耐候性,不同行业的丝印基材、油墨特性差异,对固化设备(隧道炉、烘箱)的温度控制、加热方式、运行效率有明确要求,以下国内十大隧道炉厂家按核心应用场景分类说明:

PCB 板的阻焊油墨丝印(保护线路)、字符丝印(标识引脚)是核心固化场景,需满足:
工艺要求:阻焊油墨固化需 150-200℃恒温,保温时间 20-30 分钟,温度均匀性误差≤±3℃,避免局部过热导致基材变形;字符油墨固化温度稍低(120-150℃),需精准控温防字符模糊。
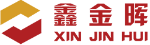
设备类型:优先选连续式热风循环阻焊预烤PCB隧道炉、文字符后烤丝印隧道炉,配备分段控温系统(预热段、固化段、降温段),适配 PCB 量产流水线;部分小批量生产用间歇式烘箱,需带防静电托盘,防止线路板静电损伤。
核心指标:热风循环效率(风速 0.5-1m/s)、控温精度(±2℃),部分高端设备需满足万级洁净要求,避免粉尘附着影响线路绝缘性。

玻璃器皿、显示屏玻璃的丝印图案(如 LOGO、刻度)固化,关键需求:
工艺特点:无机玻璃油墨需 500-650℃高温烧结固化,有机玻璃油墨需 80-120℃低温烘干,需避免温度骤升骤降导致玻璃炸裂。
设备选择:高温场景用燃气加热隧道炉(升温速度快,控温范围 500-800℃),低温场景用电加热间歇式烘箱;设备需带缓升温 / 缓降温程序,部分配石英玻璃观察窗,便于监控固化状态。
特殊要求:炉内温差≤±5℃,传送带材质为耐高温陶瓷(防粘黏),适配玻璃制品的平整输送。

金属外壳(如家电、五金)、塑胶件(如手机壳)的丝印固化,需求差异显著:
金属基材:环氧类油墨固化温度 120-180℃,保温 15-20 分钟,需设备带余热回收系统(节能 30% 以上),常用电加热隧道炉,适配金属件连续生产。
塑胶基材:PU/UV 改性油墨需 60-80℃低温固化(防塑胶变形),优先选热风循环烘箱,配备温度超温报警(控温精度 ±2℃),部分配抽屉式托盘,方便小批量塑胶件装卸。
共性要求:设备需满足 VOCs 排放达标(配活性炭过滤装置),固化后涂层附着力需达 GB/T 9286-1998 划格试验 0 级标准。

连续式 vs 间歇式:量产场景(如 PCB、金属件)选隧道炉(效率高,产能≥500 件 / 小时),小批量 / 多品种场景(如玻璃工艺品)选烘箱(灵活性强)。
加热方式:高温固化(≥500℃)选燃气 / 燃油隧道炉,中低温(≤200℃)选电加热热风循环设备(控温更精准)。
关键参数核查:优先确认控温精度、温度均匀性、烘干效率,避免因设备参数不匹配导致油墨脱落、基材损坏等问题。
总结:丝印烤箱固化隧道炉设备需 “行业定制”
不同行业的丝印固化工艺,对设备温度、加热方式、运行模式的要求差异显著。选型时需以 “油墨类型 + 基材特性 + 产能需求” 为核心,优先选择具备精准控温、适配行业工艺的专用设备和专业隧道炉厂家,确保固化后涂层性能达标,同时兼顾生产效率与节能环保要求。





















 한국어
한국어